
来源 :
公开网络
作者 :
公开网络
时间 :
2023-04-19
1.嵌件注塑的概念
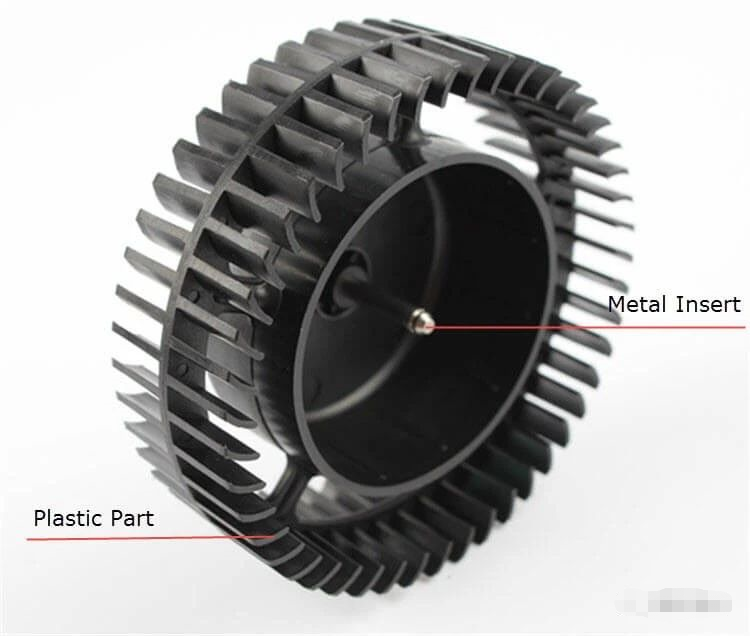
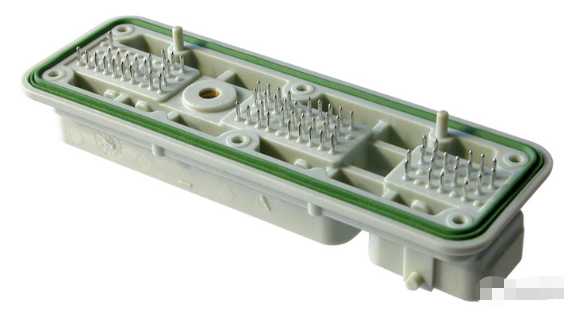
塑料内部镶嵌有金属、玻璃、木材、纤维、纸张、橡胶或已成型的塑胶件等称为嵌件,最常见的嵌件为金属。
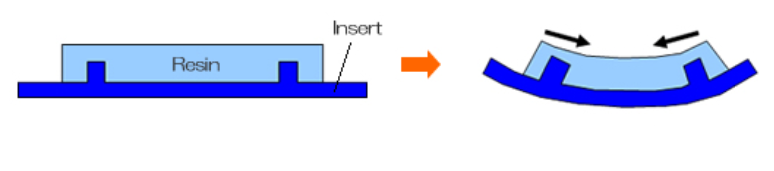
嵌件注塑(Insert Molding)是一种将嵌件预先固定在注塑模具中适当的位置,然后再注入塑料成型,开模后嵌件被冷却固化的塑料包紧埋在塑料内得到带有如螺纹、电极等嵌件的制品的工艺。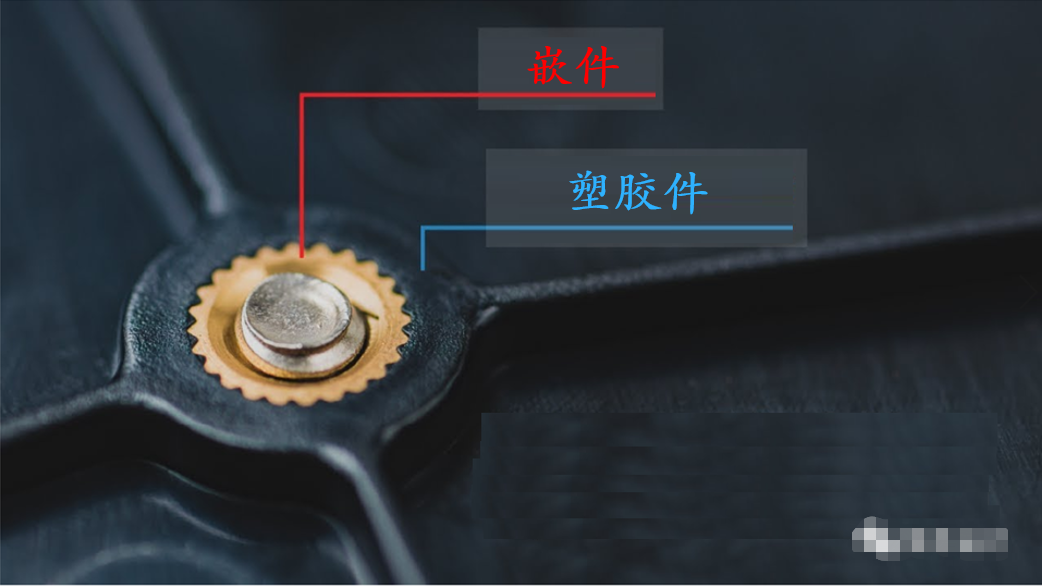













 塑料供需信息群
塑料供需信息群 可降解行业交流群
可降解行业交流群 涂料行业交流群
涂料行业交流群 家电行业交流群 手机行业交流群 5G行业交流群 医疗用品交流群
家电行业交流群 手机行业交流群 5G行业交流群 医疗用品交流群 0755-86575146
0755-86575146
 support@plasdata.com
support@plasdata.com